
Rufen Sie uns einfach an, und wir beraten Sie gerne zu unserem Seminar- und Studienangebot.
Unsere Ansprechpartner:

Michael Rabbat, Dipl.-Kfm.
MBA Chief Operating Officer

Claudia Hardmeier
Kunden-Center
Studienbetreuung
Institute und Kompetenzzentren

Bindeglied zu einer Vielzahl an
Unternehmen und Organisationen






3.1.2. Stahlindustriespezifische Anforderungen
Gerade in der Stahlindustrie ist es von hoher Bedeutung eine gute Absatzplanung zu erhalten, weil sie die Basis für die Machbarkeit von Bedarfen ist. Eine kontinuierliche Marktentwicklung wie in Zeiten vor der Krise, ist nicht mehr gegeben. Es ist somit ein Prozess für die Erstellung einer Prognose von zukünftigen Kundenbedarfen eine essenzielle Unternehmensstrategie. Der Nutzen eines guten Vorhersageprozesses für die Stahlindustrie ist:
- Planung der richtigen Beschaffungsmengen
- [Rohstoffreichweite maximal 1,7 Monate]
- Planung der Kapazitäten vom Hochofen bis zu den Spaltanlagen
- [100 % Auslastung vom Hochofen bis zum Stahlwerk, alle nachgelagerten Aggregate mindestens 97 % Auslastung]
- Planung der Transportkapazitäten zum Endkunden
- [Lkw Auslastung mindestens 23 to, Bahnauslastung mindestens 55 to für Shimmns Waggon]
- Planung der Kunden auf den Deckungsbeitrag und der Absatzmenge
- [Deckungsbeitrag mindestens 125 € pro to, Absatzmenge 5.500.000 to]
Einhaltung der Servicevereinbarungen (Lieferfähigkeit und Liefertreue) erzielt werden und ein Mehrwert wird für den Kunden sichtbar. Die Absatzplanung ist Teil einer Planung und Steuerung jedes Unternehmens. Die Abbildung 15 zeigt die integrierte Planung über Funktionen und Zeithorizonte auf operativer Ebene. Die stahlspezifischen Anforderungen weisen eine hohe Parallelität der lang-, mittel-, und kurzfristigen Planungsaufgaben und Supply Chain Prozesse auf, die in der Literatur erwähnt werden. (siehe Kapitel 2.2.3)
Chain Planung" class="wp-image-11893 size-full" height="244" src="https://sgbs.ch/wp-content/uploads/Abb.-15-Integrierte-Supply-Chain-Planung.png" width="426"> Abb. 15: Integrierte Supply Chain Planung151
Es ist ersichtlich, dass die Verantwortung für die Erstellung der Absatzplanung im Bereich des Verkaufes liegt und kurz- bis mittelfristig wirkt. Um einen größtmöglichen Nutzen aus einer Verkaufsvorschau zu bekommen, ist diese jeden Monat rollierend zu erstellen. Der Planungshorizont eines Stahlunternehmens liegt 36 Monate in der Vergangenheit und 18 Monate in der Zukunft. (Der Planungshorizont wird abgeleitet von der voestalpine Steel Division)
Bei der Generierung der aktuellen Monate werden die Inputs aus der Vorperiode vom APS System zur Verfügung gestellt, sodass eine Erstellung der Vergangenheitsdaten möglich ist. Der Vertrieb hat nun die Möglichkeit die Daten mit seinem Wissen zu ergänzen und entsprechend zu verändern.
In einem gemeinsamen Sales & Operations Planning (SOP) Meeting mit Verkauf, Planung und Steuerung, Controlling und Qualität Management, werden die Daten fixiert und eingefroren. Nachdem in der Stahlindustrie die Durchlaufzeit ca. acht Wochen beträgt, ist es notwendig, dass die Bedarfe für zwei Monate eingefroren werden.
Es erfolgt nun eine Prüfung der Auftragseingänge zu den erstellten Forecasts um daraus die Forecast-Genauigkeit zu messen. Dieser Prozess wiederholt sich jeden Monat. In dem gemeinsamen SOP Meeting wird die Entwicklung eines kontinuierlichen Verbesserungsprozesses erarbeitet. Das Ziel ist, dass die erstellten Forecasts ständig verbessert werden und mit den monatlichen Soll/Ist - Vergleichen entsprechendes Feedback gegeben wird. Danach können die folgenden zwei Monate eingefroren und für die Produktion freigegeben werden. Der Forecast kann nun für die nächsten sechs Monate nach den statistischen Prognosemodellen und dem Wissen der Verkäufer ergänzt und angepasst werden. (siehe Abbildung 16)
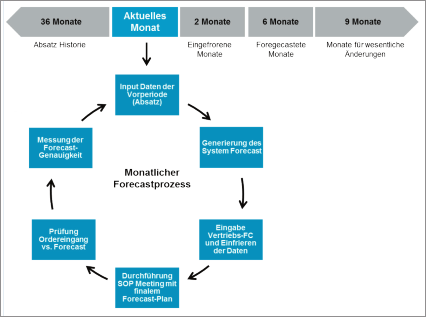
Abb. 16: Langfristiger Planungshorizont152
Der kurzfristige Planungshorizont besteht aus sechs Phasen und einem Zeitstrahl, der die Anzahl der Tage die benötigt werden illustriert, um die Prognose in einem monatlichen Planungszyklus durchzuführen. In der ersten Phase werden die historischen Daten bereitgestellt. In der zweiten Phase werden sie berichtigt und angepasst, um in der dritten Phase die statistische Prognose zu generieren. In der vierten Phase wird der statistische Forecast von der zuständigen Abteilung (Vertrieb) auf Plausibilität überprüft und mit dem Wissen des Marktes und dem Kunden entsprechend korrigiert. Eine manuelle Anpassung der statistischen Prognosen ist in der Industrie eine gängige Praxis, da mit spezifischem Kundenwissen die Forecast Genauigkeit erhöht wird.153 In der fünften Phase wird der Forecast eingefroren und steht somit der Planung zur Verfügung. In der sechsten und letzten Phase wird der Forecast für die Planung freigegeben und damit kann die Produktion entsprechend geplant und gesteuert werden. Im SOP Meeting werden die Ordereingänge gegen den Forecast gemessen. (siehe Abbildung 17)
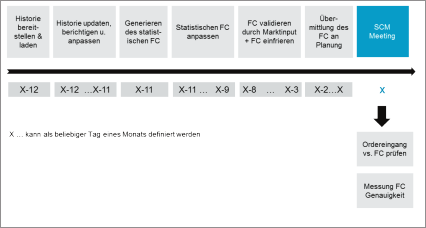
Abb. 17: Kurzfristiger Planungshorizont (monatlich)154
Die Abweichungen werden im folgenden SOP Meeting dem Vertrieb kommuniziert um entsprechende Maßnahmen ableiten zu können.
151 Quelle: Verfasser
152 Quelle: Verfasser
153 Vgl. Kilger/Wagner (2010), S. 163f.
154 Quelle: Verfasser